
منتجات
- آلة الحز الأفقي على شكل حرف V
- آلة الحز العمودي على شكل V
- آلة الحز الأوتوماتيكية ذات الجوانب الأربعة
- ملحق آلة الحز V
- ماكينة تشكيل المعادن
- آلة إزالة الأزيز
- آلة إزالة الأزيز من الصفائح الرقيقة
- آلة إزالة الأزيز للحزام الكاشطة
- آلة إزالة الأزيز من الفولاذ الكربوني
- آلة إزالة الأزيز والفرشاة
- آلة التنقيط اليدوية
- جامع الغبار الرطب
- آلة تلميع وتنظيف الأسنان بالفرشاة
- آلة إزالة الأزيز والشطب
- آلة إزالة الأزيز الرطبة والتنظيف بالفرشاة
- آلة إزالة الأزيز وتقريب الحواف وتلميعها
- آلة إزالة الأزيز من الفولاذ الكربوني وتنظيف الأسنان بالفرشاة وتقريب الحواف
- آلة إزالة الأزيز الجافة والتنظيف بالفرشاة والتلميع
- آلة إزالة الأزيز والتنظيف بالفرشاة مع قرص مطرقة الخبث
- آلة القص
- اضغط على الفرامل





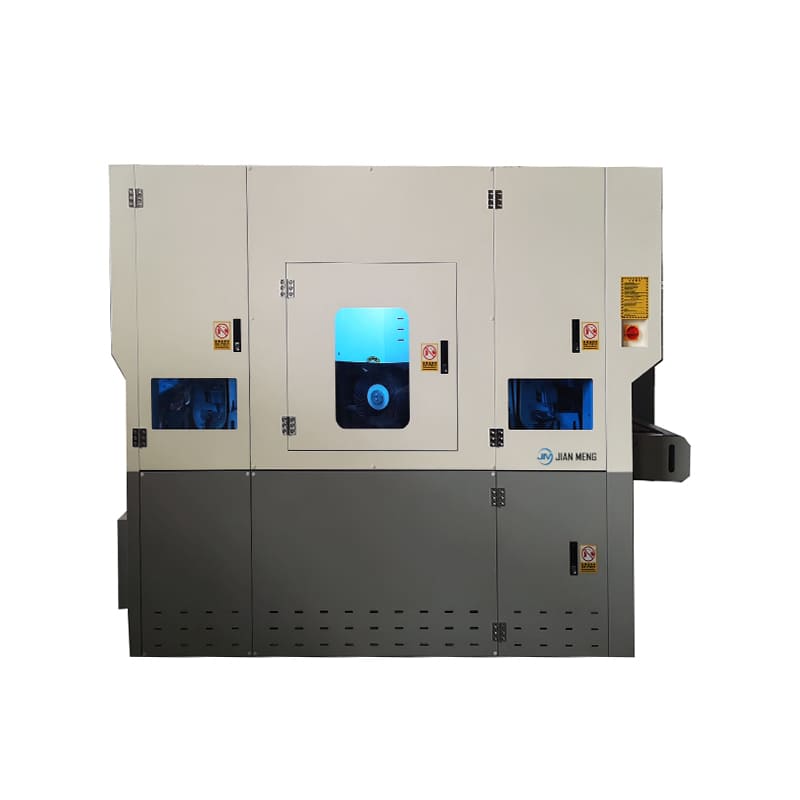

آلة إزالة الأزيز وسحب الأسلاك
JM هي شركة رائدة متخصصة في آلات إزالة الأزيز وسحب الأسلاك. آلة إزالة الأزيز هي عبارة عن قطعة من المعدات المستخدمة في صناعة معالجة المعادن وتصنيعها، وهي مصممة بشكل أساسي لإزالة النتوءات والحواف الحادة وطبقات الأكسيد من قطع العمل، وبالتالي تحسين جودة المنتج وسلامته. إن آلة إزالة الأزيز والفرشاة XDP-800RPR عبارة عن نظام متكامل وذكي للغاية لمعالجة الأسطح المعدنية، مصمم خصيصًا لعمليات إزالة الأزيز والشطب والتنظيف بالفرشاة بكفاءة. تم تطويرها بشكل مستقل من قبل Jianmeng، فإن آلة إزالة الأزيز تضمن الاستقرار ودقة المعالجة في ظل ظروف العمل المعقدة من خلال المحاكاة الديناميكية وتحسين العملية. تقدم JIANMENG حلولاً متنوعة لتعزيز كفاءة تصنيع المعادن!
نموذج:XDP-800RPR
إرسال استفسار
وصف المنتج

آلات إزالة الأزيز
إزالة الأزيز بشكل مثالي: تقوم آلة إزالة الأزيز وسحب الأسلاك XDP-800RPR بمعالجة حواف الأجزاء المعدنية والصفائح والألواح بكفاءة، وإزالة النتوءات الخشنة المتبقية من عملية التصنيع لضمان جودة سطح ناعمة وآمنة.
|
قائمة التكوين الرئيسية |
شاشة PCL تعمل باللمس (7 بوصة): دلتا |
|
محرك الحزام الكاشط (7.5 كيلو واط): Huarui |
|
|
محرك الفرشاة الدوارة ذاتي الدوران (2.2 كيلو واط): Jinwanshun |
|
|
مروحة شفط الفراغ (15 كيلو وات): Jiuzhou Puhui |
|
|
جهة الاتصال بالتيار المتردد: شنايدر-فرنسا |
|
|
أزرار التحكم: شنايدر/شينت |
|
|
مستشعر الأيونات الصحيح للحزام الكاشطة: لافتة (الولايات المتحدة الأمريكية) |
|
|
المحمل الرئيسي: NSK (اليابان) |


شاشة عرض CNC
تعتبر شاشة العرض CNC واحدة من المكونات الأساسية لآلة إزالة الأزيز، والتي تستخدم عادة للمراقبة في الوقت الحقيقي والتحكم في عملية إزالة الأزيز. الوظائف الرئيسية لآلة إزالة الأزيز والتنظيف بالفرشاة تجعل العمليات أكثر سهولة وملاءمة، مما يسمح بالإعداد السريع لأوضاع العمل والمعلمات المختلفة، والمراقبة في الوقت الحقيقي لحالة تشغيل الآلة، وتسجيل البيانات وتخزينها.
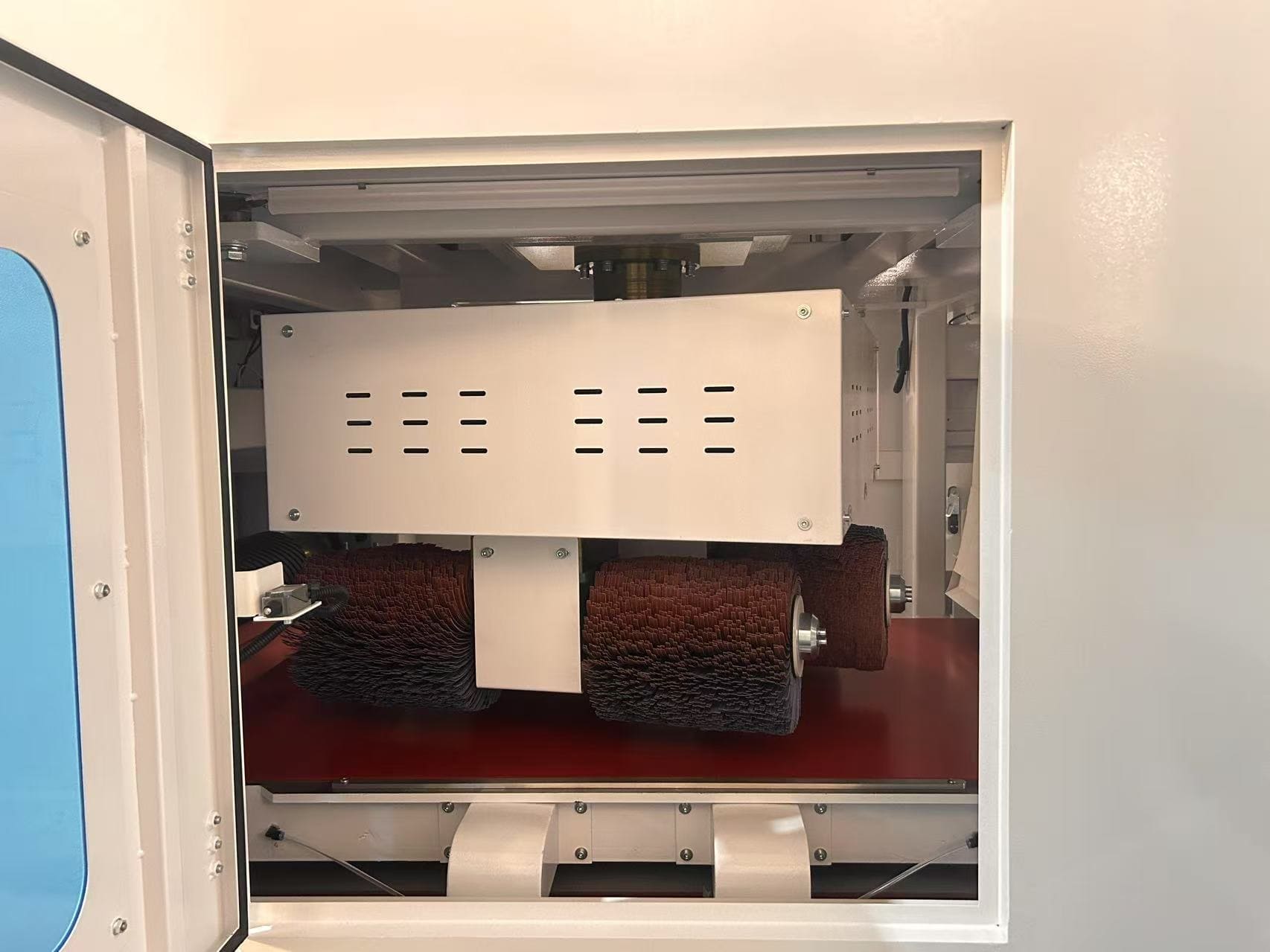
فرش الرول
تتمثل الوظيفة الرئيسية للفرشاة الأسطوانية لآلة إزالة الأزيز في معالجة سطح قطع العمل المعدنية من خلال الحركة الميكانيكية، وإزالة النتوءات، والحواف الحادة، وطبقات الأكسيد، بالإضافة إلى إجراء طحن وتلميع السطح. إنه يحسن جودة سطح قطع العمل، ويعزز التسطيح والنعومة، ويحسن مظهر قطع العمل.
المواد الاستهلاكية

حزام جلخ
تتمثل الوظيفة الرئيسية لحزام الكشط في آلة إزالة الأزيز في طحن وتلميع سطح قطع العمل باستخدام مواد كاشطة، وإزالة النتوءات والحواف الحادة والمناطق الخشنة. عادةً ما يتم تعبئة الحزام الكاشط بمواد كاشطة، وأثناء عملية إزالة الأزيز، يتلامس مع سطح قطعة العمل. من خلال الاحتكاك، يزيل الحزام الكاشطة النتوءات والمخالفات، مما يحسن جودة السطح ونعومة قطعة العمل.
فرش الأسطوانة
تُستخدم الفرش الأسطوانية، كمواد استهلاكية لآلات إزالة الأزيز، بشكل شائع في عمليات مثل التنظيف أو التلميع أو معالجة الأسطح. بسبب البلى أثناء التشغيل، يجب استبدالها بانتظام. يعتمد عمر الفرشاة الدوارة عادةً على صلابة المادة وظروف التشغيل وتكرار الاستخدام. باعتبارها مواد مستهلكة، تعد الفرش الدوارة مكونات أساسية للحفاظ على التشغيل الفعال للمعدات والعمليات.
مقارنة قبل وبعد إزالة الأزيز

قبل التهذيب:
حواف قطعة العمل خشنة مع نتوءات حادة، مما يؤثر على دقة التجميع. قد يحتوي السطح على طبقة أكسيد وتفاوت طفيف، مما قد يؤثر على المعالجة اللاحقة أو التصاق الطلاء.
بعد التهذيب:
الحواف ناعمة وخالية من الاختباء، مما يعزز سلامة المنتج. يصبح السطح المعدني أكثر دقة ومظهرًا جماليًا من خلال الطحن أو التنظيف بالفرشاة. يعمل إزالة الأزيز على تحسين دقة الأبعاد، مما يضمن جودة تجميع أفضل. تعمل إزالة طبقة الأكسيد على تسهيل العمليات اللاحقة مثل اللحام والطلاء والطلاء الكهربائي، مما يحسن التصاق الطلاء ومتانته.
معلمة الجهاز XDP-800RPR
|
عرض المنضدة |
800 ملم |
|
الحمولة القصوى |
200 كجم |
|
سمك المعالجة |
1-90 ملم |
|
الحد الأدنى لحجم المعالجة |
(لوحة غير مثقبة) 50*50*0.5 مللي متر |
|
حجم الفرشاة الدوارة |
300*300*40 مللي متر |
|
ضغط الهواء |
0.6-08MPa |

حالات إزالة الأزيز للعملاء
في إنتاج الأجزاء الميكانيكية، غالبًا ما تؤدي عمليات مثل الطحن أو القطع بالليزر أو الختم إلى نتوءات على طول حواف الأجزاء. لا تؤثر هذه النتوءات على دقة تجميع الأجزاء فحسب، بل يمكن أن تؤدي أيضًا إلى أسطح غير مستوية، مما يؤثر على فعالية عمليات الطلاء أو الطلاء الكهربائي اللاحقة، بل ويشكل مخاطر على السلامة. من خلال استخدام آلة إزالة الأزيز لمعالجة الدفعات، ودمج الفرش الدوارة وأنظمة إزالة الأزيز الاهتزازية، جنبًا إلى جنب مع تقنية الحزام الكاشطة، يمكن معالجة مشكلات النتوءات وجودة السطح في الأجزاء بشكل فعال.
من خلال استخدام آلة إزالة الأزيز، تم تحسين جودة السطح، ودقة التجميع، وسلامة الأجزاء الميكانيكية بشكل كبير. وفي الوقت نفسه، تم زيادة كفاءة الإنتاج، وتم تخفيض تكاليف الإنتاج.

الكلمات الساخنة: آلة إزالة الأزيز وسحب الأسلاك، الصين، المصنعين، الموردين، المصنع، حسب الطلب، صنع في الصين، رخيصة، عالية الكفاءة من حيث التكلفة، CE، الجودة
الفئة ذات الصلة
آلة إزالة الأزيز من الصفائح الرقيقة
آلة إزالة الأزيز للحزام الكاشطة
آلة إزالة الأزيز من الفولاذ الكربوني
آلة إزالة الأزيز والفرشاة
آلة التنقيط اليدوية
جامع الغبار الرطب
آلة تلميع وتنظيف الأسنان بالفرشاة
آلة إزالة الأزيز والشطب
آلة إزالة الأزيز الرطبة والتنظيف بالفرشاة
آلة إزالة الأزيز وتقريب الحواف وتلميعها
آلة إزالة الأزيز من الفولاذ الكربوني وتنظيف الأسنان بالفرشاة وتقريب الحواف
آلة إزالة الأزيز الجافة والتنظيف بالفرشاة والتلميع
آلة إزالة الأزيز والتنظيف بالفرشاة مع قرص مطرقة الخبث
إرسال استفسار
لا تتردد في تقديم استفسارك في النموذج أدناه. سوف نقوم بالرد عليك خلال 24 ساعة.
منتجات ذات صله



